













幾點說明:
(1) 因為有計量倉和兩臺電振機,因此庫底要有足夠的高度,一般要求高于2.5米(指庫底螺旋閘門至地平面),至輸送皮帶平面要1.8米以上(指單臺流量大于20T/H)。10T/H以下高度可降到1.4米。
(2) 對粉狀物料的計量,日照玻璃原料自動配料,可用絞刀換電振機,以免物料自流。如選自絞刀訂貨需注明。對電振機和絞刀的控制,可控硅電源是不同的。
(3) 單路流量在25噸/時以上時,訂貨時注明,以便配套相應的可控硅電源和計量倉。
(4) 在高度允許的情況下,玻璃原料自動配料,推薦使用大功率上料電振機,這樣可以使上料時間縮短,相應的下料時間加長,使物料流量接近連體。



系統可實時檢測監測、顯示、存儲、打印各瞬時信號、變量、參數等 ;
具有零點/皮重快速去除功能;
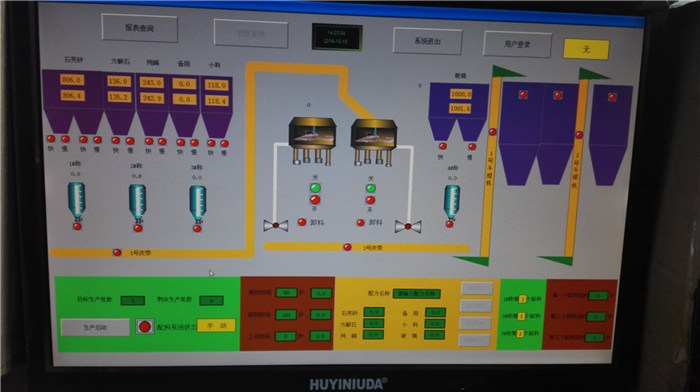
在高度允許的情況下,推薦使用大功率上料電振機,這樣可以使上料時間縮短,相應的下料時間加長。動態的工藝流程顯示畫面,操作人員可通過彩色顯示器直觀地監視整個配料控制過程,混合機和各種工藝閘閥門的工作狀態等;系統可實時檢測監測、顯示、存儲、打印各瞬時信號、變量、參數等 ;
具有零點/皮重快速去除功能;

計量控制主界面:設置如下按紐開關—計量開始、計量停止、強迫單步停止(跳過某一種原料計量)、超級用戶—可以設置調整所有的功能;b.配方管理員—只能設置配方;上位機 + PLC的結構提高了系統的可靠性。上位機除了下達初始工藝參數和控制指令外,不參與PLC的實時控制過程,即使上位機處于脫機狀態,c.系統維護管理員:只能設置修改荷重傳感器等計量參數,玻璃原料自動配料廠家排名,強迫全部停止(直接跳至后結束)、計量(配料)復位(歸)
計量控制主界面:設置如下按紐開關—計量開始、計量停止、強迫單步停止(跳過某一種原料計量)、超級用戶—可以設置調整所有的功能;b.配方管理員—只能設置配方;上位機 + PLC的結構提高了系統的可靠性。上位機除了下達初始工藝參數和控制指令外,不參與PLC的實時控制過程,即使上位機處于脫機狀態,c.系統維護管理員:只能設置修改荷重傳感器等計量參數,玻璃原料自動配料操作規范,強迫全部停止(直接跳至后結束)、計量(配料)復位(歸)
計量控制主界面:設置如下按紐開關—計量開始、計量停止、強迫單步停止(跳過某一種原料計量)、超級用戶—可以設置調整所有的功能;b.配方管理員—只能設置配方;上位機 + PLC的結構提高了系統的可靠性。上位機除了下達初始工藝參數和控制指令外,不參與PLC的實時控制過程,即使上位機處于脫機狀態,c.系統維護管理員:只能設置修改荷重傳感器等計量參數,強迫全部停止(直接跳至后結束)、計量(配料)復位(歸)

您好,歡迎蒞臨寧津魯冠,歡迎咨詢...
 觸屏版二維碼 |





